
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






黒染め処理丸型セルフクリンチングナット
Xiaoguo® は、一貫した製品品質を実現するために最新の機械に投資しています。黒化処理丸型セルフ クリンチング ナットの取り付け - 黒化処理には、マンドレルを中央に通して引っ張ることが含まれ、下部が半径方向外側に変形し、材料のブラインド側に大きく安全な座面が形成されます。
モデル:QIB/IND ZS
お問い合わせを送信
製品説明
セルフクリンチングナットの黒染め処理をより効果的に、より長く持続させるために、さまざまな表面コーティングが施されています。一般的なものについては次のとおりです。
スチールナットには亜鉛メッキが施されることが多く、透明、黄色、または黒色のクロメート仕上げも可能です。これは錆から守るためのコストに優しい方法です。次に、亜鉛フレーク コーティングである Geomet™ があります。腐食や化学物質との戦いに非常に優れており、多くの自動車基準を満たしています。
ステンレス鋼のナットは通常、不動態化プロセスを経ます。これは、すでに持っている耐食性を高めるのに役立ちます。アルミニウムナットの場合、陽極酸化処理 (透明または着色) が施されるか、化学皮膜 (クロメート化成コーティング) が施される場合があります。
これらの仕上げ剤はすべて同じ働きをします。ナッツを湿気、化学薬品、磨耗から守ります。長持ちさせたいならそれが重要です。
業界標準とパラメータ:
丸型セルフクリンチングナットの黒染め処理は、通常は DIN 7337 または類似のものに基づいた業界規則に従います。これにより、誰が作成しても相互に置き換えることができます。
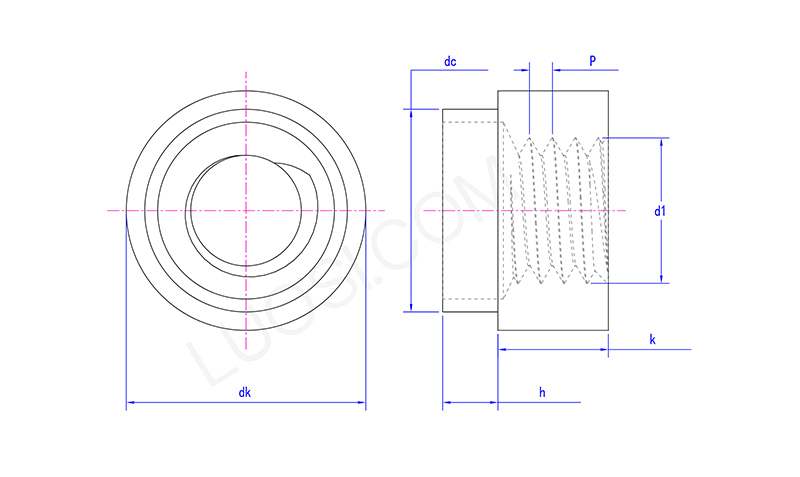
ネジのサイズ (M4、M5 など)、本体の幅、フランジの幅、使用時の材料の厚さなど、さまざまな要素によって測定します。標準ねじサイズは通常 M3 から M12 までです。
大きな違いは、このナットを取り付けると、フランジ(広がる部分)が以前のボディよりも大幅に幅広になることです。それが、彼らが材料を引き抜かないことに非常に優れている理由です。
ナットを選ぶときは、正確な寸法を知る必要があります。ナットは穴のサイズと材料の厚さに合わせる必要があります。そうしないと、正しく動作しません。
| 月 | M3-1.5 | M3-2 | M4-1.2 | M4-1.5 | M4-2 | M5-2 | M5-3 | M6-2 | M6-3 | M8-2 | M8-3 |
| P | 0.5 | 0.5 | 0.7 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 | 1.25 | 1.25 |
| 最大DK | 7.25 | 7.25 | 8.25 | 8.25 | 8.25 | 10.25 | 10.25 | 11.25 | 11.25 | 13.25 | 13.25 |
| DK分 | 6.75 | 6.75 | 7.75 | 7.75 | 7.75 | 9.75 | 9.75 | 10.75 | 10.75 | 12.75 | 12.75 |
| 直流最大値 | 4.98 | 4.98 | 5.98 | 5.98 | 5.98 | 7.95 | 7.95 | 8.98 | 8.98 | 10.98 | 10.98 |
| kmax | 3.25 | 3.25 | 4.25 | 4.25 | 4.25 | 5.25 | 5.25 | 6.25 | 6.25 | 6.25 | 6.25 |
| k分 | 2.75 | 2.75 | 3.75 | 3.75 | 3.75 | 4.75 | 4.75 | 5.75 |
5.75 |
5.75 |
5.75 |
| 最大時間 | 1.6 | 2.1 | 1.3 | 1.6 | 2.1 | 2.1 | 3.1 | 2.1 | 3.1 | 2.1 | 3.1 |
| 分 | 1.4 | 1.9 | 1.1 | 1.4 | 1.9 | 1.9 | 2.9 | 1.9 | 2.9 | 1.9 | 2.9 |
| d1 | M3 | M3 | M4 | M4 | M4 | M5 | M5 | M6 | M6 | M8 | M8 |
インストールにはどのようなツールが必要ですか?
黒染め処理を施した丸型セルフクリンチングナットを取り付けるには、マンドレルと呼ばれる専用の取り付け工具が必要です。この工具はナットの内ねじにねじ込みます。ツールを引っ張ったり、ツールに力を加えたりすると、ナットが外側に拡張して変形し、チューブの壁をしっかりと掴みます。
手動設定ツールもありますが、ほとんどの場合、特に工場でのセットアップでは、空圧または油圧ツールの方が優れています。一貫した力を与えるので、ナットが毎回正しく取り付けられるようになります。この一貫性は、特に多数のインストールを実行する場合、信頼性の高いパフォーマンスの鍵となります。
ホットタグ: 黒化処理ラウンド セルフ クリンチング ナット、中国、メーカー、サプライヤー、工場








