
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






高強度フランジ付溶接六角ナット
高強度フランジ付き溶接六角ナットの主な利点は、高い引き抜き強度、耐振動性、および組み立て時の位置合わせの容易さを兼ね備えていることです。 Xiaoguo® は、競争力のある価格設定と効率的な国際配送サービスを提供します。無料サンプルを提供できます。
モデル:Q 366-2012
お問い合わせを送信
製品説明
フランジ付き炭素鋼の高強度溶接六角ナットは、通常、5、8、10 (ASTM A563 準拠) などのグレード、または 8、10、12 などの同様の ISO 特性クラスに適合します。これにより、特定の機械的特性が確実に得られます。ステンレス鋼のものは通常、ASTM A194/A194M または ASME 規格を満たしており、これらのナットにとって重要な化学組成と耐腐食性がカバーされています。
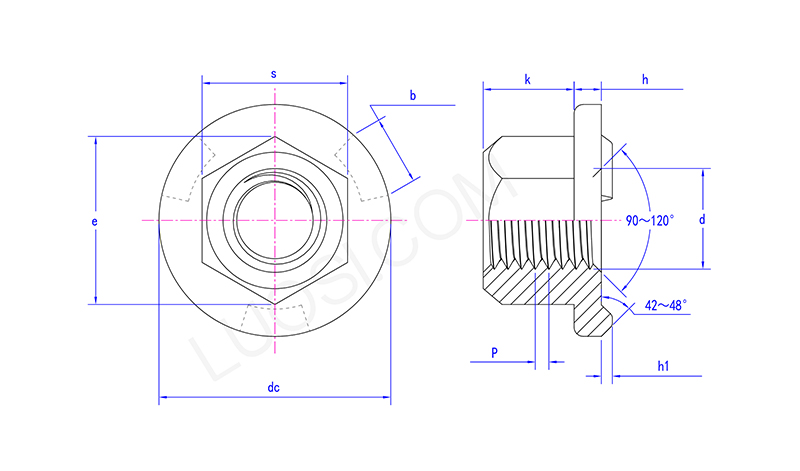
| 月 | M8 | M10 | M12 | M14 |
| P | 1.25 | 1.5 | 1.75 | 2 |
| h1 最大 | 1.1 | 1.3 | 1.3 | 1.3 |
| 時間1分 | 0.9 | 1.1 | 1.1 | 1.1 |
| 直流最大値 | 22.5 | 26.5 | 30.5 | 33.5 |
| DC最小 | 21.5 | 25.5 | 29.5 | 32.5 |
| 分 | 13.6 | 16.9 | 19.4 | 22.4 |
| 最大時間 | 2.75 | 3.25 | 3.25 | 4.25 |
| 分 | 2.25 | 2.75 | 2.75 | 3.75 |
| b最大 | 6.1 | 7.1 | 8.1 | 8.1 |
| b分 | 5.9 | 6.9 | 7.9 | 7.9 |
| k分 | 9.64 | 12.57 | 14.57 | 16.16 |
| kmax | 10 | 13 | 15 | 17 |
| 最大 | 13 | 16 | 18 | 21 |
| 分 | 12.73 | 15.73 | 17.73 | 20.67 |
予防:
高強度フランジ付き溶接六角ナットを適切に取り付けるということは、正しい溶接手順を使用することを意味します。ナットは正しい位置にセットし、ワークピースの表面にしっかりと固定する必要があります。まず、表面がきれいで準備ができていることを確認してください。プロジェクション溶接では、正しい電流、タイミング、圧力を使用する必要があります。アーク溶接には、適切な技術が必要です。いずれにしても、これを正しく理解することが重要です。ナットのネジ山を壊すことなく、完全に溶接する必要があります。そうすることでジョイントがしっかりしていることを確認できます。
インストール手順:
高強度のフランジ付六角ナットをフランジに溶接するには、通常、専用の抵抗溶接機が必要です。ナットのサイズと材質に応じて、電極の圧力、電流、タイミングを適切に設定する必要があります。特定のナットに適合する推奨設定については、メーカーの情報シートを確認してください。
ホットタグ: フランジ付き高強度溶接六角ナット、中国、メーカー、サプライヤー、工場








