
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






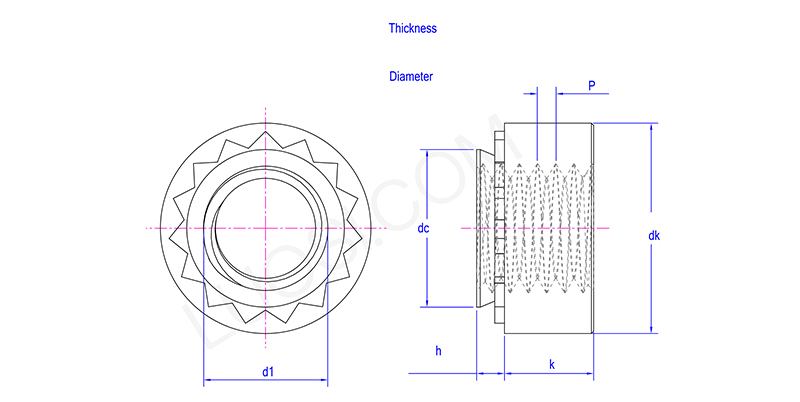
安全なクリンチングナット
セキュア クリンチング ナットの取り付けプロセスでは、事前にパンチされた穴に強い力でナットを押し込みます。世界中の多様な産業ニーズに対応するために、包括的なソリューションを提供する Xiaoguo® のような信頼できるサプライヤーを検討してください。
モデル:QIB/IND S
お問い合わせを送信
製品説明
セキュア クリンチング ナットの主な利点は、溶接、タッピング、または貫通穴のハードウェアが必要ないため、組み立て時間とコストが大幅に削減されることです。多くの溶接スタッドよりも、引き抜かれたりねじり外れたりすることに対して優れた耐久性を備えています。それらの取り付けはクリーンな作業であり、熱、火花、ヒューム、溶接ワイヤーやガスなどは一切使用しません。これにより、物事がより安全になり、環境規則を満たすのに役立ちます。溶接とは異なり、セキュア クリンチング ナットを使用すると、母材のコーティングや内部構造を損なうことはありません。これにより接合部が錆びにくくなり、素材の強度が保たれます。
| 月 | 256-1 | 256-2 | 440-1 | 440-2 | 632-1 | 632-2 | 832-1 | 832-2 | 024-1 | 024-2 | 032-1 |
| P | 56 | 56 | 40 | 40 | 32 | 32 | 32 | 32 | 24 | 24 | 32 |
| d1 | #2 | #2 |
#4 |
#4 |
#6 |
#6 |
#8 |
#8 |
#10 |
#10 |
#10 |
| 直流最大値 | 0.165 | 0.165 | 0.343 | 0.343 | 0.212 | 0.212 | 0.233 | 0.233 | 0.295 | 0.295 | 0.295 |
| 取り付け穴の最小直径 |
0.166 | 0.166 | 0.344 | 0.344 | 0.213 | 0.213 | 0.234 | 0.234 | 0.296 | 0.296 | 0.296 |
| 取り付け穴の最大直径 |
0.169 | 0.169 | 0.347 | 0.347 | 0.216 | 0.216 | 0.237 | 0.237 | 0.299 | 0.299 | 0.299 |
| 最大DK | 0.26 | 0.26 | 0.45 | 0.45 | 0.29 | 0.29 | 0.32 | 0.32 | 0.38 | 0.38 | 0.38 |
| DK分 | 0.24 | 0.24 | 0.43 | 0.43 | 0.27 | 0.27 | 0.3 | 0.3 | 0.36 | 0.36 | 0.36 |
| 最大時間 | 0.038 | 0.054 | 0.054 | 0.087 | 0.038 | 0.054 | 0.038 | 0.054 | 0.038 | 0.54 | 0.038 |
| コーダー | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 |
| kmax | 0.08 | 0.08 | 0.18 | 0.18 | 0.1 | 0.1 | 0.14 | 0.14 | 0.17 | 0.17 | 0.17 |
| k分 |
0.06 | 0.06 | 0.16 | 0.16 | 0.08 | 0.08 | 0.12 | 0.12 | 0.15 | 0.15 | 0.15 |
| 取り付けプレートの厚さ(最小) |
0.04 | 0.056 | 0.056 | 0.091 | 0.04 | 0.056 | 0.04 | 0.056 | 0.04 | 0.056 | 0.056 |
商品詳細:
セキュア クリンチング ナットのほとんどは、強力な冷間成形可能な鋼合金で作られています。一般的なものは、1008、1010、1018 などの低炭素鋼または中炭素鋼、または 10B21 などの合金鋼です。錆びに強いために、AISI 302、304、316 などのステンレス鋼グレードがよく使用されます。どちらを選択するかは、必要な強度、曲げやすさ、および使用される条件によって異なります。材料は、挿入されているシートを押しのけるのに十分な硬さである必要がありますが、破損することなく取り付けの大きな力に対処できる十分な柔軟性も必要です。このようにして、セキュア クリンチング ナットはしっかりとした長期にわたる保持を形成できます。
セキュア クリンチング ナットは、塗装済みまたはコーティングされたシートに使用できますか?
はい、セキュア クリンチング ナットは通常、すでに完成したシートでも問題なく機能します。クリンチのための冷間成形プロセスでは、溶接ほど熱によってコーティングが損なわれることはありません。しかし、ナットがある場所に高圧がかかると、ナットのフランジの下にある脆い塗装に亀裂が入る可能性があります。
選択した塗料またはコーティングをテストして、密着性が高く、満足のいく外観であることを確認します。
ホットタグ: 安全なクリンチング ナット、中国、メーカー、サプライヤー、工場








