
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






時間を節約するクリンチングナット
取り付け中、時間を節約するクリンチング ナットが周囲の板金を変形させ、強力な機械的インターロックを形成します。 Xiaoguo® は、ボルト、ナット、ネジを製造する信頼できるサプライヤーです。
モデル:QIB/IND CLA
お問い合わせを送信
製品説明
時間を節約してクリンチング ナットを正しく取り付けるには、トン数を適切に制御できる互換性のあるプレス (油圧式、空圧式、またはサーボ電気式など) と、適切に作成されたツール (パンチとダイ セット) が必要です。パンチはナットを直接押し、支持金型キャビティの上に設置された板金にナットを打ち込みます。適切に設計された金型により、材料が制御された方法でナットのクリンチング部分に流れ込みます。力を安定させ、すべてを調整することが非常に重要です。力が足りないとクリンチが弱くなってしまいます。使用しすぎるとナットやシートを破損する恐れがあります。また、最初に何かを事前にスレッドする必要はありません。
該当するシナリオ:
時間を節約するクリンチング ナットは、板金を効率的に組み合わせる必要がある業界でよく使用されます。自動車のボディパネル、ブラケット、シャーシ部品などに使用されています。エンクロージャ、ラック、ヒートシンクなどの電子機器にも使用されています。 HVAC システムのダクトやユニットにもこれらが使用されています。家電製品、そのフレームとハウジング、通信キャビネット、家具、照明などはすべて、時間を節約できるクリンチング ナットを使用しています。
板金から突き出る(そして同一面にある)強力で信頼性の高いねじ付きスタッドが必要な作業は、時間を節約するクリンチング ナットを使用するとうまく機能します。かさばる溶接ナットや緩んだ留め具に代わるもので、設計と製造の両方が簡素化されます。
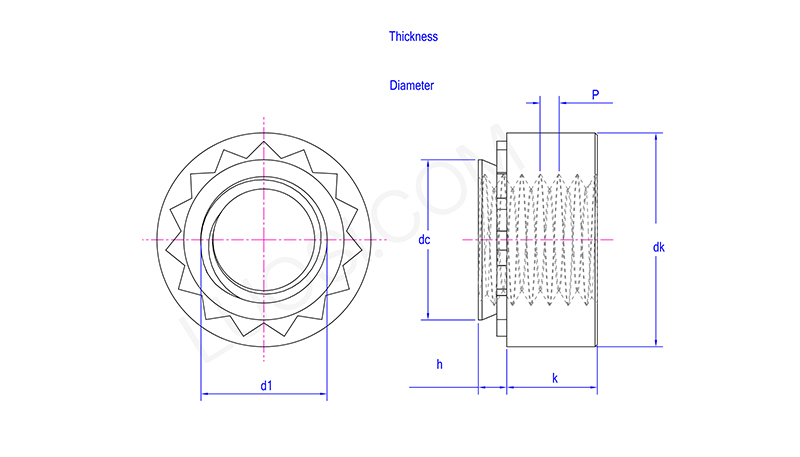
| 月 | 256-0 | 256-1 | 256-2 | 348-0 | 348-1 | 348-2 | 440-0 | 440-1 | 440-2 | 440-3 | 632-0 |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| d1 | #2 | #2 |
#2 |
#3 |
#3 |
#3 |
#4 |
#4 |
#4 |
#4 |
#6 |
| 直流最大値 | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| 取り付け穴の最小直径 |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| 取り付け穴の最大直径 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| DK分 | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| 最大DK | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| 最大時間 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| コーダー | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| kmax | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| k分 | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| 取り付けプレートの厚さ(最小) |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
防錆処理:
このナットには、錆びにくく見た目を良くするために表面処理が施されていることがよくあります。一般的なものには、亜鉛メッキ (透明、黄色、黒色) の亜鉛ニッケルメッキ、Geomet® (無電解無機コーティング)、ステンレス鋼の不動態化などがあります。コーティングは、欠けることなく、クリンチプロセスの高圧に耐える必要があります。
ホットタグ: 時間節約クリンチング ナット、中国、メーカー、サプライヤー、工場








